
The Best Defense is a Good Quality Offense
By Michael Lyle, president and CEO, InfinityQS International Inc.

When people take pharmaceutical drugs, they trust the manufacturer to provide a quality product that will remedy their ailments and improve their health. But when pharmaceutical companies stumble in quality and deliver subpar or tainted goods to store shelves – and consequently to consumers’ bodies – people’s health suffers. This triggers product recalls. The penalty isn’t just a slap on the wrist by the U.S. Food and Drug Administration (FDA). Recalls can take a huge toll on a manufacturer’s bottom line through lost sales, costs to retrieve and destroy the affected products, and legal actions. It’s also difficult to restore consumer confidence in the product and brand, which impacts future sales.
In 2004, an American pharmaceutical company’s arthritis drug caused numerous patients to suffer heart attacks and strokes, resulting in a voluntary recall that cost the company $725 million in lost sales. Three years later, it ended up paying $4.85 billion to settle 27,000 lawsuits over the drug. In 2012, a Swiss healthcare company had to temporarily pull two over-the-counter drugs – headache treatment and caffeine pills – off the market due to broken and mislabeled pills. Thankfully no one was harmed, but the recall still amounted to a $120 million loss for the company.
The repercussions of recalls put added pressure on pharmaceutical manufacturers to monitor the quality of their products. They dedicate considerable time and energy to collecting data throughout the production cycle. These data set off alarms if something is out of spec or if a machine fails. When stored electronically, the data also ensure compliance with stringent regulatory requirements that are designed to ensure data integrity and traceability in the event of a recall.
While the data help manufacturers fix plant-floor problems and trace quality issues to their source, it also can prevent recalls. We all know that the best defense is a good offense, so why not proactively use the data to attain an end-to-end view of operations so that product quality can be ensured while reducing recalls? With this transparency and visibility, manufacturers can uncover operational insights that promote global improvements in quality, processes, cost savings, and resource utilization.
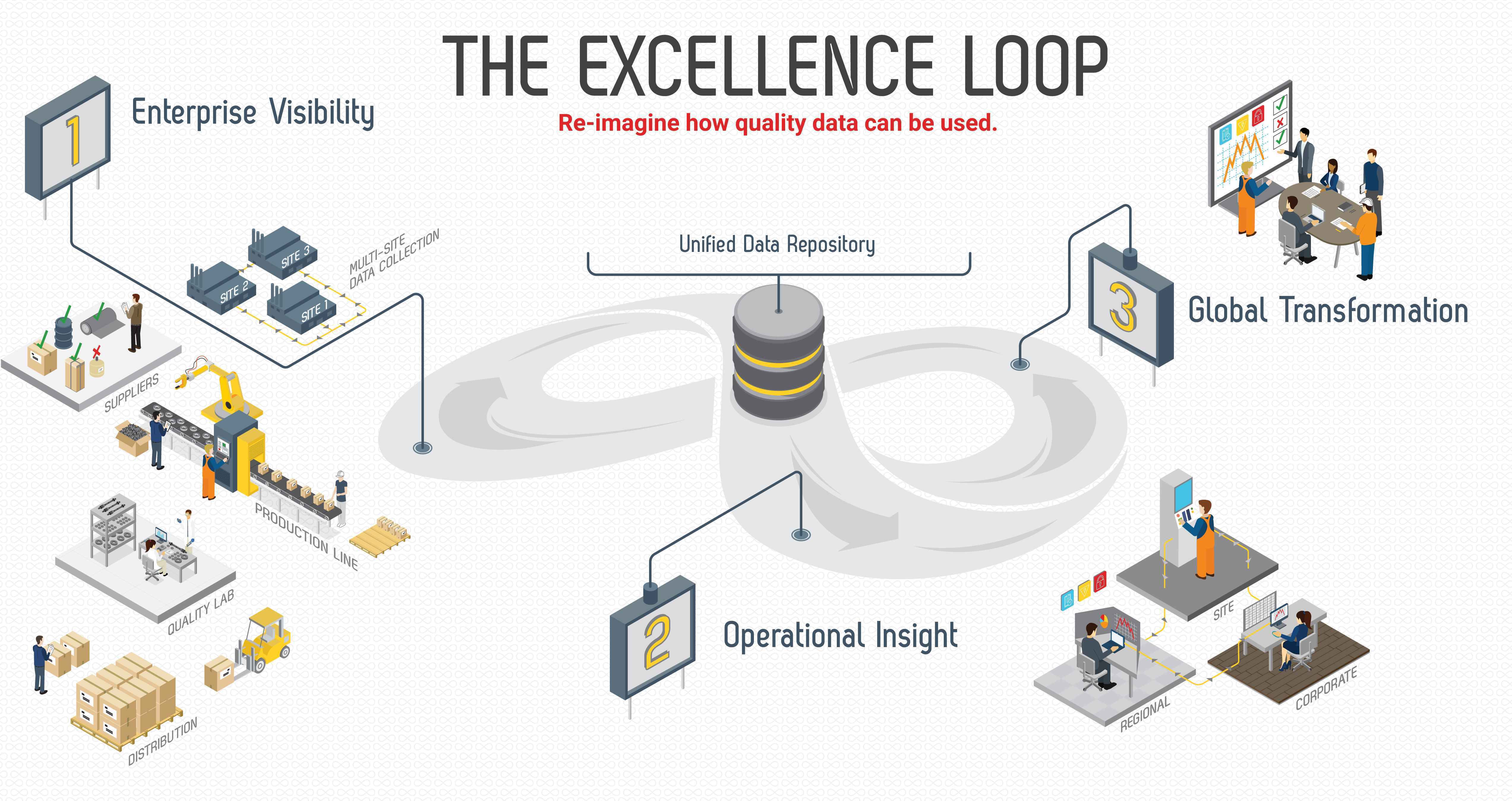
Gain Enterprise Visibility
Traditionally, quality data are stored within discrete databases or filing cabinets at the local plant level. In some cases, they’re still being collected manually or with pencil and paper, with no standardized policies from plant to plant. While this approach might allow operators to respond to individual plant issues, it creates data silos that prevent quality professionals from seeing what’s happening across the value chain. With a narrow view of operations (usually only at the plant level), manufacturers are more vulnerable to oversights in quality, especially as trends in cost-cutting push more companies to outsource to overseas contractors and use raw materials from global suppliers. In fact, a 2016 report by the U.S. Government Accountability Office found nearly 40% of finished drugs and about 80% of active pharmaceutical ingredients (API) are made in facilities across 150 countries.
Instead, manufacturers need to automate and standardize data collection processes and create a centralized repository for their quality data so that they’re accessible to all stakeholders within the organization. When quality data reside in one place globally, it’s possible to visualize more than what’s going on within a single facility. The outcome is real-time visibility across the entire enterprise, from end to end – including contractors, suppliers, raw materials, in-process checks from plant-floor operators and quality inspections, packaging, and finished goods.
Uncover Operational Insight
With enterprise visibility, manufacturers can leverage their quality data to uncover valuable, actionable insight about their manufacturing processes, contractors, and suppliers. They can shift from reacting to quality issues to preventing them. Notably, by using a Quality Intelligence solution, quality teams can see operational inconsistencies in real time, which may indicate the early signs of a potential problem. Operators can then adjust accordingly before a real problem occurs.
Further, with the advanced analytical capabilities of a Quality Intelligence solution, quality professionals can slice and dice the data to proactively compare plant-to-plant, product-to-product, and line-to-line performance. The resulting insight highlights opportunities for improvement across the enterprise that can increase overall yield and business performance.
By converting quality teams from reactive firefighters into proactive quality strategists, manufacturers can:
- Prioritize business-wide improvement opportunities
- Pinpoint and reduce elevated quality costs and defects to improve bottom line results
- Refine processes and improve efficiencies
- Eliminate product variation among plants
- Verify incoming supplier product quality before releasing to manufacturing processes
- Validate overall product quality before shipping
Achieve Global Transformation
Operational insights can be applied to streamline, optimize, and transform operations across the enterprise, elevating product quality, improving efficiency, and driving new cost savings. Manufacturers can tell which plants are running at optimum speed and productivity and determine why. Better yet, they can apply these best practices as standard protocol throughout all facilities for exponential results. By maximizing the quality of their products and processes, pharmaceutical companies can improve brand reputation and enhance customer confidence, which raises profits and directly impacts the bottom line. So rather than a problem, quality becomes their greatest competitive advantage.
When pharmaceutical manufacturers automate, standardize, and centralize their quality data, it’s possible to do more to defend against recalls than just react to plant-floor alarms. When these companies take their unified data beyond the plant level and look across the enterprise, they can tap into the full potential of the data and gain unparalleled insight into their plants, contractors, and suppliers around the world. They can then drive global continuous improvements in product quality, edging out their competition, and minimizing the risk of costly, brand-damaging recalls.
# # #
About the Author: Michael Lyle is the founder and CEO of InfinityQS International, the global authority on data-driven enterprise quality. His leadership and vision for InfinityQS are the foundation of the company’s success and rapid growth. Lyle’s adherence to a customer-driven development approach has ensured that InfinityQS’s solutions continue to address the growing, complex needs of the manufacturing industry.